







25-Sept-2020
TUNDISH (BACKGROUND)
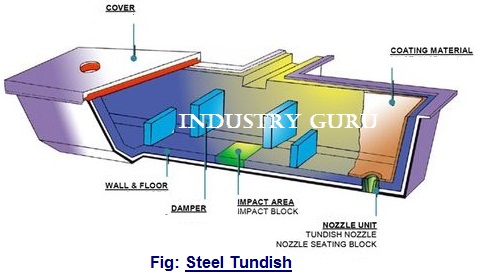
Continuous casting has been a landmark achievement in the area of steel making. Continuous casting refractories directly control the molten steel in the last stage of liquid steel processing and these are therefore, required to have high stability and special properties. In any continuous casting shop, tundish acts as a buffer vessel between steel ladle and mould. It serves the purpose of reservoir as well as fulfills certain metallurgical functions like floatation of inclusion, control of flow to the moulds, thermal and chemical homogenization etc. Small wonder that over the years, there have been a continuous change in the practices of refractory lining of tundish around the world.

From a mere reservoir and distribution vessel, the tundish started to be viewed as a steel refining vessel and a totally new field in the process of steel making technology emerged known as Tundish Technology. In this article we have briefly mentioned about the developments and practices of tundish lining refractories in their chronological order and also the main features, merits and demerits of different types of refractories used in tundish lining to enable an individual steel maker decide what could be the best for his plant.
TYPES OF TUNDISH LINING REFRACTORIES - Advantages and Disadvantages
There is a host of different tundish
lining refractories which can be categorized into 5 major types (also in a
roughly chronological order):
- Brick Lining
- Gunnable Tundish Lining
- Tundish Board Lining
- Sprayable Tundish Lining
- Tundish Dry Lining (in-situ formed)
Also Read: Importance of Tundish Design and Flow Modifier Refractories in Steel Making
Brick Lining
With the first commercial introduction of continuous casting in around 1960’s initially the same concept of refractory brick lining technology as used in other metal containing vessels was applied to continuous casting tundish lining. Tundish bricked lining refractories were of high alumina type used in direct contact with liquid steel, after pre-heating. It was essentially an extension of ladle refractory practices to the tundish and continuous casting.
Merits:
- low risk of H picking by molten
steel
- no sand
- low inventory
- no investment in equipments
- low washout risk
Demerits:
·
intensive
curing required
·
highly
labour intensive
·
poor
insulation
·
late
stage temperature drop in casting operations due to high thermal conductivity
of the brick lining resulting into metal heat loss affecting the metallurgical
parameters
·
“Cold
Start” not possible
·
large
tundish fleet required
·
difficult
deskulling (stripping)
·
joints
· long tundish preparation time
Too many difficulties led some people to opt for a trowellable, and subsequently gunnable, over-lining at some added costs.
Gunnable Tundish Lining
Gunnable refractory lining in tundish is
said to have commercially started in Japan to overcome some of the problems of
bricked linings. Initially such tundish lining refractories were alumino-silicate
based and later converted to magnesite based or basic type to assist with metallurgical
practice. In this method the dry refractory powder of the right composition
after fluidization is transferred and installed on the tundish wall by using a
gunning machine to obtain a monolithic lining. Though it provided a monolithic
joint-free structure and relatively improved deskulling but little was gained
in the way of preheat times or heat losses due to the relatively high density
of the gunned linings. There was still a tendency for the linings to crack and
spall during rapid preheat and this also precluded the use of gunnable
refractory lining for cold start practices.
Merits:
- low risk of H picking by molten
steel
- no sand
- low inventory
- no joints
- less labour intensive
- relatively easy installation in
lesser time
- relatively less difficult to
deskull
Demerits:
·
intensive
curing required
·
high
wastage because of rebound losses
·
poor
insulation
·
“Cold
Start” not possible
·
high
washout risk
·
low
thermal stability
·
high
shrinkage causes high stress, subsequent crack formations during operation
whereas a low shrinkage can be a barrier for easy deskulling
·
dust
problems
·
energy
intensive
·
long
T/D cycle
·
high
costs
· investment in equipment
Tundish Board Lining
The mid 1970’s saw the introduction of a new type of tundish wear lining; which were board systems comprising low density, highly insulating, disposable, pre-formed, and pre-cured refractory boards. Easy deskull, no equipment investment and the low cost of silica variety also contributed to its run-away popularity among many steel makers. FOSECO’s GARNEX became a household name in Indian continuous casting circles during this time. Initially silica based boards were used which allowed only “cold start” practice. Magnesite based boards were introduced in mid 1980’s to fulfill the requirement of pre-heatability, i.e., a “hot start” practice for low hydrogen considerations in the manufacture of high alloy quality steels. However, the labour intensiveness, presence of joints and sand backing, and breakages etc remained as inherent handicaps of board system.
Merits:
- low risk of H picking (when hot)
- uniform liner shape
- no need to cure
- good insulation
- cold start possible
- easy deskull
- low energy requirement
- short T/D cycle
- no investment in equipments
- low washout risk
- low cost (silica-based board)
Demerits:
·
joints
·
sand
backing
·
hydrogen
picking risk (when cold)
·
labour
intensive
·
high
inventory
·
handling/breakage
problem
· high cost (magnesite-based boards)
In response to increasing trends for making cleaner steel and also with the advent of Continuous Casting technology a variety of refractories for tundish lining have into the market. However, board system is still popular in countries where labour costs are low and application technologies are not readily available. Tundish board, in particular, developed for energy-saving are finding wide acceptance.
Sprayable Tundish Lining
Because of some of the above
difficulties there was already a push towards automation of the tundish lining system.
Meanwhile, advances in machine design and chemical formulation technology in
advanced countries led to the development of a “Spray” system, in which a thick
slurry could be transported after thorough mixing, and finally deposited onto
the tundish after “atomizing” with compressed air. The first robotic
application system was commissioned in 1982 which from the later half of the
1980’s started to be widely used in developed countries due to the significant
benefits of lower placed density and better control of the lining thickness
than gunned linings.
The sprayable tundish lining refractories
are mainly MgO and SiO2. The MgO content is usually in the range of 70% to 90%
with balance percentage of SiO2. For longer duration of sequence casting higher
amount of MgO along with higher thickness of the refractory lining is needed. It
was no longer required to transfer the dry powder after fluidization (as
required in gunning). This enabled the addition of fibers and other chemicals
to the mass and homogeneous mixing and deposition became a reality. The lining
could be preheated and the cast taken in a “hot start” fashion, or allowed to
cool to room temperature and taken as a “cold start” tundish. While curing, it
needs to be controlled to ensure lining integrity and this demands that the
tundish permanent lining is ideally below 100 degrees C for satisfactory
placement. Wet processes such as sprayable lining with up to 30% water addition
by weight and the presence of hoses and spills may create OH and S issues in
the steel plant. Even then this spray lining system was able to successfully combine
many of the advantages of board and gunning, while eliminating the
disadvantages like - joints, sand backing, rebound losses, dust problems, poor
insulation etc.
Merits:
- low risk of H picking
- no joints
- no sand
- low inventory
- less labour intensive
- easy deskull
- good insulation
- “cold start” also possible
- controllable lining thickness
- robotic application for big size
tundish (involve large investment)
Demerits:
·
investment
in equipments
·
intensive
curing required
·
moderate
washout risk
· relatively longer T/D cycle (than boards)
Tundish Dry Lining
")
Merits:
- no joints
- no sand
- low H risk (when hot)
- low inventory
- less labour intensive
- reduced tundish preparing time
- low washout risk
- easy deskull
- uniform liner
- clean environment friendly
application
- high sequence possible
- OH and S benefits
- easy, quick installation
- improved steel cleanliness
because of lining integrity
Demerits:
·
investment
in equipments
·
H
risk (when cold)
·
lower
insulation
· crainage dependence
Sequence ‘Continuous Casting’ is increasing and creating a demand for higher performance of refractories. Refractories for continuous casting that are exposed to molten steel, are not only subject to heavy corrosion and abrasion by molten steel, but also have a large effect on quality of the steel and the yield points. So, while there are advantages even in bricked and gunning systems, the disadvantages outweigh the merits. Similarly although there are some demerits in all the systems of board, spray or dry lining, the advantages seem to be more in these systems. Making a choice appears to be difficult amongst the three systems with merits and demerits being almost equally balanced. Therefore, recourse must be taken of other factors like those of steel plant operations, quality of steel, etc when trying to decide between board, spray and dry linings.






 Test in ORTON or SEGAR to Determine Refractoriness of a Refractory Material")
 Test in ORTON or SEGAR to Determine Refractoriness of a Refractory Material")
