28-June-2020
What is FINEX ?
What is FINEX ?
The FINEX is the latest addition and an optimized fine-ore
smelting reduction (SR) iron making process based on the direct use of the coal
and iron ore fines. FINEX Process is a fluidized bed based process using ore
fines instead using iron ore lumps and pellets. This is a process with great potential
with regard to productivity and the low cost production of hot metal.
- What is Finex process
- Benefits or Merits of this
technology
- Some limitations or disadvantages
of Finex technology
To know more about the
Steel plants with FINEX process in operation as how these FINEX plants were
started and subsequent developments and changes brought in those FINEX plants, read:
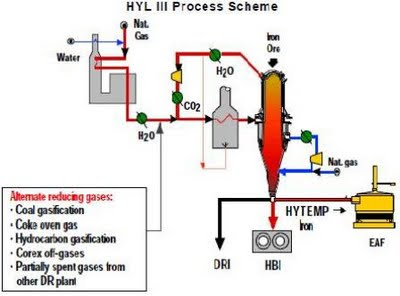
 Fig: FINEX Technology (Flowsheet)
FINEX
Process of Iron Making - An Overview
Fig: FINEX Technology (Flowsheet)
FINEX
Process of Iron Making - An Overview
Reactors
R4 and R3 are primarily used to preheat the ore fines to the reduction
temperature, which can be adjusted by partial combustion of the off-gas (export
gas) from R2. In R2 the fine ore is pre-reduced to reduction degree (RD) of
about 30%. At the end of the production in R1, the final reduction to DRI takes
place (RD about 90%). Operational pressure in R1 to R4 is approximately 4 - 5 bars.
The fine DRI is compacted and then charged in the form of Hot Compacted Iron
(HCI) into the melter gasifier. So, before charging to the melter gasifier unit
of the FINEX unit, this material is compacted in a hot briquetting press to
give hot compacted iron (HCI) since the melter gasifier cannot use fine
material (to ensure permeability in the bed). Non-coking coal (lumpy and / or briquetted fines) is charged
from the top of the melter gasifier, dried and degassed in the upper char bed
area and finally the degassed coal (char) is gasified with pure oxygen which is
blown in at the tuyere zone of the melter gasifier bed. The gasification
supplies the energy required for the metallurgical reactions and for the
melting of HCI and coal ash to hot metal and slag. Pulverized coal injection
(PCI) system is provided to inject fine coal via the oxygen tuyeres.
The gas generated in the melter gasifier of the FINEX
unit is used to reduce the ore in the reactors preceding the melter gasifier.
The generated FINEX off-gas is a highly valuable product and can be further
used in power generation or heating processes. The DRI is charged in the melter
gasifier in hot condition, where it is melted, fully reduced and carburized to
hot metal. The hot metal and slag produced in the melter gasifier is frequently
tapped from the hearth similar to the blast furnace and COREX operations. Also
refer COREX Process of Iron Making - its Merits and Demerits.
FINEX
Process - Merits and Benefits
- No
blending of ore & coal. Rather direct utilization of coal.
- Use
of Low-grade ore & low-ranked coal. Integration of the coal
briquetting technology increases the range of suitable coal blends for the
FINEX application. Utilization of 100% coal briquettes offers the
possibility to mix different coal qualities for the generation of coal
briquettes.
Easy & Flexible
Operation
- Independent
control of reduction & melting processes
- Easy
& hassle-free operational control
Environmental
Friendliness
- Far less emission of
SOx, NOx, phenols, sulphides, ammonia & dust because the FINEX process does not need sinter
plant and the coke oven battery which are the actual sources of emission
in a conventional blast furnace route.
- Applicability to the
CO2 sequestration.
Cost Competitiveness
- Lower
cost in both capital investment & operation as compared to the blast furnace
route, keeping the quality of the hot metal same.
- According
to POSCO, the capital cost & operating cost of FINEX process are less than
by 20 and 15 percent respectively of that of Blast Furnace route.
- Need much less land as compared to conventional BF
complex.
- Similar to the Corex export gas, FINEX export
gas (with calorific value of 5,500 – 6,250 kJ/m3 STP) can be used to substitute
natural gas, oil, coke and coal for metallurgical applications and power generations
etc. Depending on the composition of coal and the decision whether gas
recycling is applied or not, the amount and the composition of the export gas
can vary within definite limits.
Limitations
(Demerits) of FINEX Process
- Ease of obtaining FINEX
technology is uncertain though POSCO has started to extend it.
- Both COREX and FINEX
processes need a large amount of oxygen.
- The major criteria
for an initial evaluation of coals or coal blends for the FINEX Process
are: 1. Fix carbon content at a minimum of 55%, 2. Ash content up to 25%,
3.Volatile content lower than 35%, 4. Sulphur content lower than 1%
- Additional to these
qualities the coal must have a good thermal stability to ensure the
formation of a stable char bed in the melter gasifier.
Related Articles